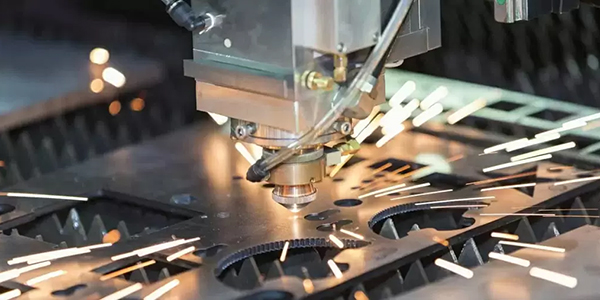
Ласерско сечење великом брзином
Специјалисти смо за ласерско сечење и процесирање отпорних на хабање, армираних и високочврстих нисколегираних материјала. Врсте као што су Хардокс (већина мерила се држи на лагеру), Велдокс, Абразо, Армокс, и Инвар и Абро могу се обрађивати до дебљине од 25 мм.
Имамо ограничене залихе ових материјала како бисмо олакшали брзу испоруку. Имамо низ Domex и Hardox материјала са лагера и редовно их обрађујемо.
За више информација и тренутну доступност залиха, позовите.
Сечење воденим млазом
Наш систем за сечење воденим млазом користи воду под притиском од 50.000 psi и абразивни гранат за сечење практично било ког материјала, укључујући титанијум! Интензификатор пумпе пружају 150 коњских снага, омогућавајући још боље перформансе на дебљим материјалима. Неке од предности воденог млазa укључују: Супериорну способност сечења облика. Сече материјале које друге методе не могу, као што су пенаста гума, керамичке плочице, мермер и стакло. Лако рукује широким спектром материјала. Тачност позиционирања од ± 0,005". Елиминише претходно бушење улазних рупа. Мање радно интензиван од других метода. Може сећи изузетно дебеле материјале (секли смо бакар дебљине 8"!).

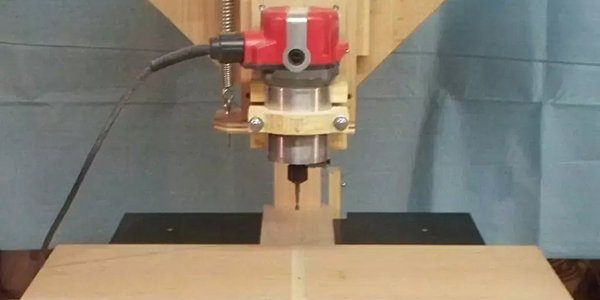
Вертикални рутер
Сечење достиже брзину до 3.150 инча у минути.
• Најбржи начин за обраду алуминијума, нерђајућег челика, цементног челика и легираног челика.
Сто димензија 72" x 144" са радним опсегом од 84" x 140" и ходом z-осе од 15" (38,5 cm).
• Може да обрађује дебеле материјале и делове до 1,8 x 3,6 m.
Систем за поплавно хлађење за материјале који се тешко обрађују
• Омогућава веће брзине и брзине померања, повећава век трајања алата, смањује трошкове делова.
• Може да обрађује нерђајући челик и титанијум.
Вретено HSK 63A са 20 коњских снага и течношћу хлађено, хлађењем кроз алат и интегрисаним динамичким мењачем алата.
• Напредни систем држања алата.
• Хлађење кроз алат значи брже операције дубоког бушења.
• 12 алатних станица омогућава машинску обраду скоро сваког посла без потребе за поновним алатима.
Вакуум пумпа високог протока од 40 коњских снага.
• Знатно повећан вакуум помаже у држању дебелих плоча или многих малих делова на месту.
Једносмерна поновљивост од ± 0,0004" (0,01 мм) и кружност од ± 0,0025".
• Веома прецизни завршени делови.
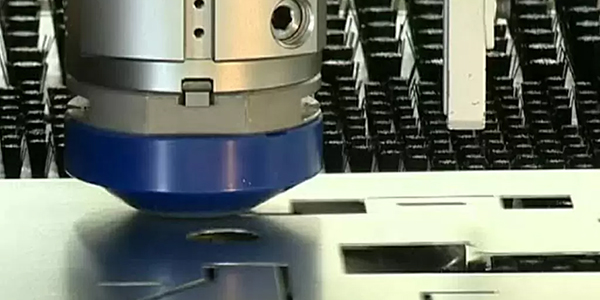
Плазма сечење високе дефиниције
Плазма сечење се дуго сматрало јефтинијом алтернативом окси-горивном и ласерском профилисању где угао реза није био проблем. Недавни развој у плазма процесу високе прецизности/високе дефиниције значајно је побољшао квалитет и могућности плазма сечења, чинећи га свестранијом и прецизнијом опцијом него икада раније.

Погодност за примену
Плазма сечење је погодно за различите материјале, посебно за меке челике и нерђајуће челике, пружајући одличну завршну обраду ивица.
Побољшања система управљања сада значе да се могу постићи оптималне перформансе сечења за низ материјала и дебљина од 1 мм до 50 мм у меком челику (у зависности од снаге плазма јединице).
Параметри повезани са резањем широког спектра материјала и дебљина, као што су брзина резања, врсте гаса и притисак гаса, сада могу бити аутоматски контролисани опремом, обезбеђујући константно висок квалитет реза. Корисници сада имају заиста исплативу алтернативу другим процесима сечења.
CNC бушилице
ЦНЦ бушење лима помоћу ЦНЦ алата за бушење и ЦНЦ преса за бушење. Компјутерски нумерички контролисано (ЦНЦ) бушење је производни процес који се изводи помоћу ЦНЦ преса за бушење. Ове машине могу бити или са једном главом и шином за алате (Трампф) или са више алата. Машина је у основи програмирана да помера лим метала у x и y правцу како би прецизно позиционирала лим испод цилиндра машине, спремног за бушење рупе.
Опсег обраде за већину ЦНЦ преса за бушење је дебљине од 0,5 мм до 6,0 мм у низу материјала, укључујући челик, цинк, поцинковани челик, нерђајући челик и алуминијум. Избор облика бушења рупа може бити једноставан као што је круг или правоугаоник, па све до посебних облика који одговарају специфичном дизајну исечења. Коришћењем комбинације појединачних удараца и преклапајућих геометрија, могу се произвести сложени облици компоненти од лима. Машина такође може бушити 3Д облике као што су удубљења, таптите® удубљења за навоје и електрични избаци итд. са обе стране лима, који се често користе у дизајну кућишта од лима. Неке модерне машине могу имати могућност урезивања навоја, савијања малих језичака, бушења сечених ивица без икаквих ознака алата, што машину чини веома продуктивном у оквиру циклуса компоненте. Инструкција за покретање машине ради креирања жељене геометрије компоненте позната је као ЦНЦ програм.